





 EN
EN ES
ES RU
RU AR
AR














+86-531-88239557
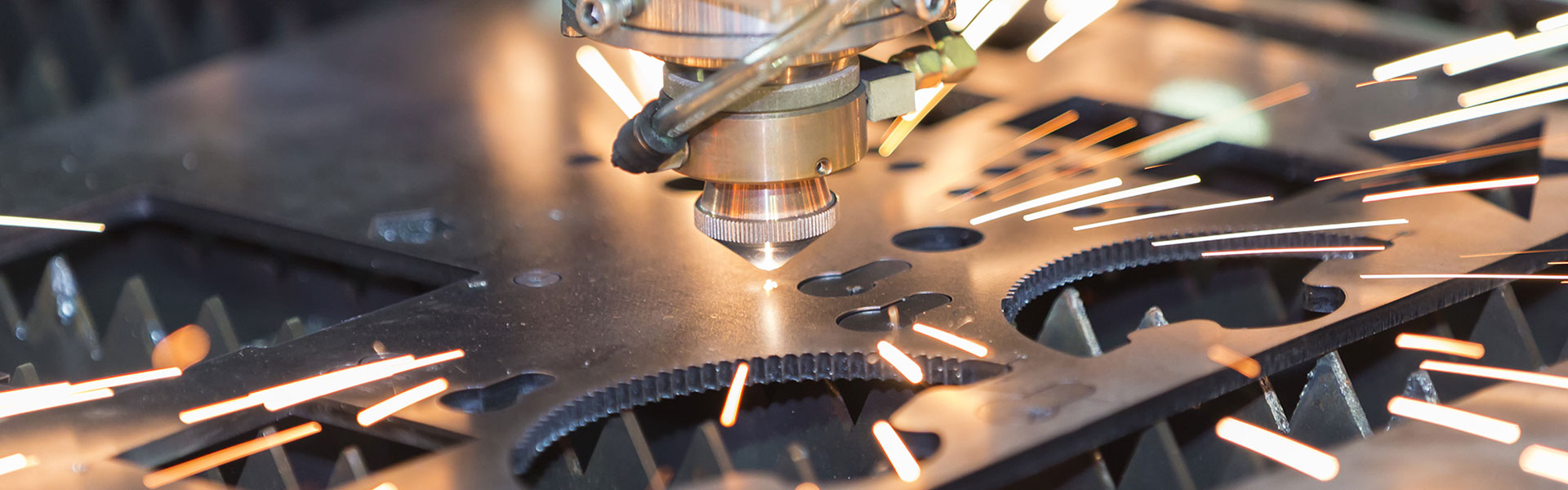
لماذا نستخدم اللحام بالليزر للفولاذ المقاوم للصدأ؟
يوفر اللحام بالليزر مزايا عديدة تجعله من أكثر الطرق فعالية لوصل الفولاذ المقاوم للصدأ. فمزيجه الفريد من السرعة والدقة وانخفاض التأثير الحراري يُحقق نتائج يصعب تحقيقها باستخدام طرق اللحام التقليدية.
تشويه منخفض وصبغة حرارية ضئيلة: الفولاذ المقاوم للصدأ حساس للحرارة، وقد يؤدي التعرض الحراري المفرط إلى تشوه أو إجهادات متبقية أو تغير لون غير جذاب. يُنتج مصدر الحرارة المركز للحام بالليزر منطقة ضيقة متأثرة بالحرارة (HAZ)، مما يقلل التشوه بشكل كبير. كما يحدّ النمط الحراري المُتحكم به من الصبغة الحرارية، مما يحافظ على مقاومة المعدن للتآكل ويقلل أو يُلغي تنظيف ما بعد اللحام.
سرعة عالية وسهولة في التشغيل الآلي: يُمكن إجراء اللحام بالليزر بسرعات عالية، مما يجعله مثاليًا للتصنيع بكميات كبيرة. تُدمج هذه العملية بسهولة في خطوط الإنتاج الآلية، حيث تُوفر الأنظمة الروبوتية لحامات متسقة دون إرهاق المُشغّل. وهذا يُحسّن الإنتاجية مع الحفاظ على الجودة.
دقة فائقة: يمكن تركيز شعاع الليزر على بقعة صغيرة جدًا، مما يسمح بدقة وضع اللحام. يُعد هذا ضروريًا عند العمل مع أقسام رقيقة من الفولاذ المقاوم للصدأ، أو تصاميم معقدة، أو أجزاء يكون فيها احتمال الخطأ ضئيلًا.
الوصول واللحام من جانب واحد: بخلاف بعض طرق اللحام التقليدية، غالبًا ما يتطلب اللحام بالليزر الوصول من جانب واحد فقط من المفصل. هذا يجعله قيّمًا للتركيبات المعقدة أو المناطق ذات إمكانية الوصول المحدودة.
عملية نظيفة: اللحام بالليزر عملية لا تتطلب تلامسًا، وتُنتج أقل قدر من التناثر والأبخرة والتلوث. هذا لا يُحسّن السلامة والنظافة في ورشة العمل فحسب، بل يُقلل أيضًا من الحاجة إلى أعمال تشطيب مكثفة بعد اللحام.
يجمع لحام الفولاذ المقاوم للصدأ بالليزر بين السرعة والدقة وانخفاض استهلاك الحرارة، مما ينتج عنه لحامات قوية ونظيفة بصريًا مع تقليل الحاجة إلى إعادة العمل. كما أن توافقه مع الأتمتة وسهولة الوصول إليه من جانب واحد يجعله خيارًا مثاليًا للإنتاج الضخم والتطبيقات المتخصصة، موفرًا جودة وكفاءة عالية على المدى الطويل.
عائلات الفولاذ المقاوم للصدأ وما تعنيه بالنسبة إلى اللحام
تُصنّف أنواع الفولاذ المقاوم للصدأ إلى فئات بناءً على بنيتها البلورية وتركيبة سبائكها. تؤثر هذه الاختلافات بشكل مباشر على قابليتها للحام، واستجابتها للحرارة، وخصائصها الميكانيكية النهائية. في اللحام بالليزر، يُعدّ فهم هذه الخصائص أمرًا بالغ الأهمية لتجنب عيوب مثل التشقق، والتشوه، وفقدان مقاومة التآكل، أو اختلال توازن الطور.
الأوستنيتي
البنية والتكوين: بنية مكعبية مركزية الوجه (FCC)، تحتوي عادةً على 16-26% كروم و6-12% نيكل. تشمل الدرجات 304 و316 و310.
قابلية اللحام: قابلية لحام وليونة ممتازة، إلا أن التمدد الحراري العالي قد يُسبب تشوهات. كما أن انخفاض الموصلية الحرارية قد يؤدي إلى ارتفاع درجة الحرارة الموضعي في حال عدم التحكم في المعلمات.
اعتبارات لحام الليزر: حافظ على انخفاض مدخلات الحرارة للحد من التشويه. استخدم خلائط غازات الحماية (مثل الأرجون والهيليوم) لتحسين النفاذية وتقليل الأكسدة. تجنب التحسس بالتحكم في درجة حرارة الممرات بين اللحامات ومعدل التبريد.
التطبيقات: معدات تجهيز الأغذية، وخزانات المواد الكيميائية، والكسوة المعمارية.
الفريتية
البنية والتكوين: بنية مكعبية مركزية الجسم (BCC)، تحتوي على نسبة تتراوح بين ١٠.٥٪ و٣٠٪ من الكروم، مع نسبة ضئيلة جدًا من النيكل أو خالية منه. الدرجات الشائعة: ٤٠٩، ٤٣٠.
قابلية اللحام: قابلية لحام متوسطة - عرضة لنمو الحبيبات والهشاشة في المنطقة المتأثرة بالحرارة (HAZ). التمدد الحراري المنخفض يعني تشوهًا أقل من الأصناف الأوستنيتية.
اعتبارات لحام الليزر: حافظ على انخفاض مدخلات الحرارة والتبريد السريع لتجنب الحبيبات الخشنة. غالبًا ما تكون معادن الحشو غير ضرورية، ولكن يمكن استخدامها لتحسين صلابة المقاطع السميكة.
التطبيقات: أنظمة عادم السيارات، والأجهزة الصناعية، والزخارف الزخرفية.
مارتنسيتي
البنية والتكوين: بنية BCC/رباعية، تحتوي على نسبة 11.5-18% من الكروم ومحتوى كربون أعلى. الدرجات الشائعة: 410، 420، 440C.
قابلية اللحام: أكثر صعوبة في اللحام بسبب صلابته وهشاشته. خطر كبير للتشقق البارد في المنطقة المتأثرة بالحرارة.
اعتبارات اللحام بالليزر: سخّن مسبقًا إلى درجة حرارة تتراوح بين ١٥٠ و٣٠٠ درجة مئوية لتقليل تدرجات الصلابة. استخدم المعالجة الحرارية بعد اللحام لاستعادة المتانة. تساعد مواد الحشو منخفضة الكربون في تقليل حساسية الشقوق.
التطبيقات: شفرات التوربينات، والسكاكين، والأدوات الجراحية.
تصلب الترسيب (PH)
البنية والتركيب: بنية مارتنسيتية أو شبه أوستنيتية مع عناصر سبائك إضافية (مثل: النحاس، والألمنيوم، والنيوبيوم، والتيتانيوم) تسمح بالتصلب مع التقدم في العمر. مثال: 17-4PH.
قابلية اللحام: قابلية اللحام جيدة، ولكن الخصائص الميكانيكية تعتمد بشكل كبير على المعالجة الحرارية.
اعتبارات اللحام بالليزر: قم باللحام في حالة المعالجة بالمحلول، ثم قم بعملية التقادم بعد اللحام لاستعادة قوته. تجنب الحرارة الزائدة لمنع التقادم أو التشوه.
التطبيقات: أجزاء الطيران، أعمدة القوة العالية، المعدات البتروكيماوية.
دوبلكس وسوبر دوبلكس
البنية والتركيب: أطوار أوستنيتية وفريتية بنسبة ٥٠/٥٠ تقريبًا، مع نسبة عالية من الكروم (١٩-٣٢٪) والموليبدينوم والنيتروجين لتعزيز مقاومة التآكل. الدرجات الشائعة: ٢٢٠٥، ٢٥٠٧.
قابلية اللحام: قابلية لحام جيدة ولكنها حساسة لاختلال التوازن الطوري - فالحرارة الزائدة قد تتسبب في هيمنة طور الفريت أو سيجما، مما يقلل من مقاومة التآكل والمتانة.
اعتبارات لحام الليزر: استخدم مدخلات حرارية معتدلة ومتحكم بها، وحافظ على درجات حرارة بين الوصلات أقل من 150 درجة مئوية تقريبًا. يُعدّ الحفاظ على نقاء غاز الحماية أمرًا بالغ الأهمية لتجنب فقدان النيتروجين.
التطبيقات: المنصات البحرية، ومحطات تحلية المياه، ومعدات المعالجة الكيميائية.
تختلف استجابة كل عائلة من الفولاذ المقاوم للصدأ للحرارة المركزة للحام بالليزر. فالأوستنيتات سهلة اللحام لكنها تتشوه بسهولة، والفريتيات مستقرة لكنها معرضة لخشونة الحبيبات، والمارتنسيتات تتطلب التسخين المسبق والمعالجة، ودرجات الحموضة (PH) تتطلب تقادمًا بعد اللحام، بينما تتطلب أنواع الدوبلكس تحكمًا دقيقًا في الطور. يضمن اختيار معلمات الليزر المناسبة، ومعادن الحشو، ومعالجات ما بعد اللحام المناسبة لكل عائلة لحام الحفاظ على قوة اللحام ومقاومته للتآكل.
 رقم 6-8 ، مجمع Binhe الصناعي ، منطقة Jiyang ، مدينة Jinan ، مقاطعة Shandong.
رقم 6-8 ، مجمع Binhe الصناعي ، منطقة Jiyang ، مدينة Jinan ، مقاطعة Shandong. +86-531-88239557
+86-531-88239557 info@raytu.com
info@raytu.com +8618615539027
+8618615539027


