





 EN
EN ES
ES RU
RU AR
AR














+86-531-88239557
العيوب: الأسباب والحلول
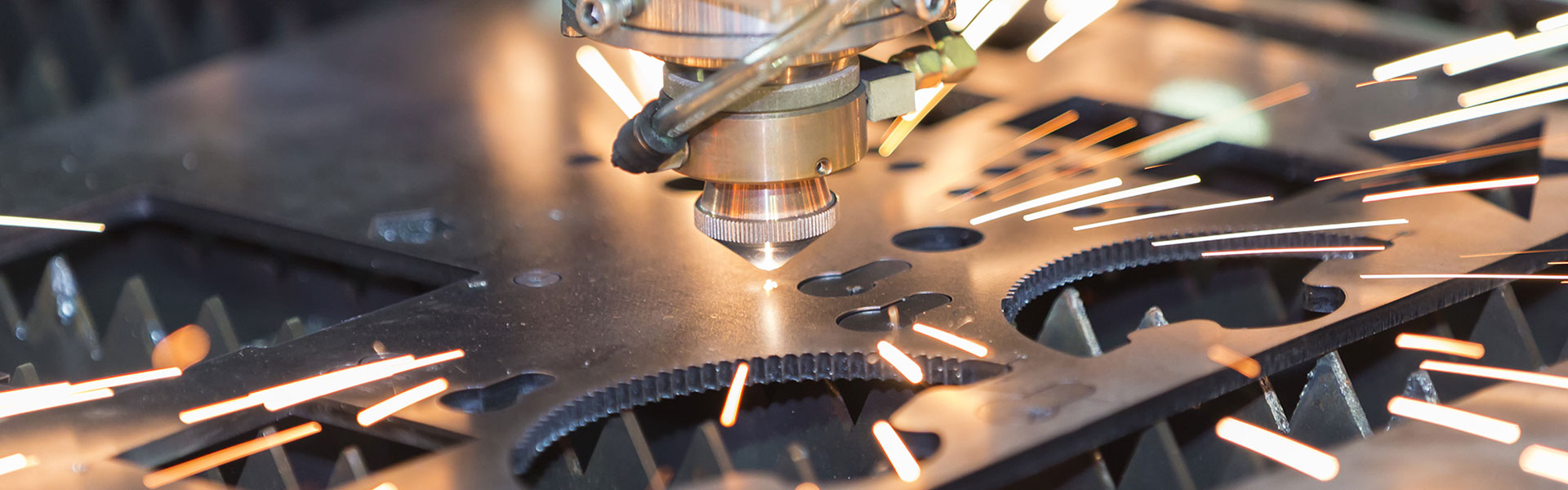
يوفر لحام الفولاذ المقاوم للصدأ بالليزر دقةً لا مثيل لها، إلا أن العيوب قد تظهر عند عدم تحسين تحضير المادة، أو معايير العملية، أو توصيل غاز الحماية بشكل كامل. على عكس اللحام القوسي، يتصلب حوض المنصهر الصغير في اللحام بالليزر بسرعة فائقة، لذا حتى الاضطرابات الطفيفة في توصيل الطاقة أو الحماية قد تُسبب عيوبًا ظاهرة أو خفية. فيما يلي شرح مفصل لأنواع العيوب الشائعة، وأسبابها الجذرية، والإجراءات التصحيحية المُثبتة.
المسامية
· سبب معدني: فقاعات غازية (هيدروجين، أكسجين، نيتروجين) عالقة في حوض المصهور أثناء التصلب. الهيدروجين هو السبب الأكثر شيوعًا، غالبًا بسبب الرطوبة أو الهيدروكربونات على سطح المفصل.
· المحفزات الخاصة بالليزر:
1. عدم إزالة الشحوم بشكل كافٍ (سوائل القطع، الزيوت، بقايا المواد اللاصقة).
2. امتصاص الرطوبة من البيئات الرطبة.
3. تعمل حواجز الغاز المضطربة على سحب الهواء المحيط.
· الإصلاحات:
1. النظافة: قم بتنظيف الأجزاء بالمذيبات وتجفيفها مباشرة قبل اللحام.
2. الحماية: الحفاظ على تدفق الغاز الرقائقي؛ استخدام فوهات أو ناشرات أكبر لمنع الاضطرابات.
3. ضبط المعلمات: قم بتقليل سرعة السفر قليلاً للسماح للغازات بالهروب قبل التصلب؛ تجنب عمق ثقب المفتاح المفرط الذي يمكن أن يحبس الغازات.
التكسير الساخن (التكسير بالتصلب)
· سبب معدني: انخفاض محتوى الفريت في اللحامات الأوستنيتية الكاملة يترك شوائب متركزة عند حدود الحبيبات أثناء التصلب. تؤدي إجهادات الشد الناتجة عن الانكماش إلى ظهور شقوق قبل التصلب الكامل.
· المحفزات الخاصة بالليزر:
تؤدي سرعات السفر العالية جدًا إلى تصلب ضيق وأوستيني بالكامل.
. تثبيتات صلبة تحد من الانكماش.
المعدنية: استخدم مادة مالئة ذات إمكانات فيريت أعلى (على سبيل المثال، ER308L، ER316L) لاستهداف 3-8% فيريت.
إدارة الإجهاد: تقليل القيود في التثبيت؛ توزيع اللحامات لتوزيع قوى الانكماش.
ضبط المعلمات: تجنب السرعات العالية للغاية في الدرجات الحساسة؛ اضبط تركيز الشعاع للحصول على ملف تعريف حبة أوسع قليلاً.
عدم الاندماج / الاختراق غير المكتمل
· السبب المعدني: ذوبان غير كامل لأسطح المفصل أو الجذر بسبب كثافة الطاقة غير الكافية أو وضع الشعاع السيئ.
· المحفزات الخاصة بالليزر:
1. شعاع غير مركّز من موضع بؤري غير صحيح.
2. عدم المحاذاة بين العارضة وخط وسط المفصل.
3. السرعة الزائدة في السفر.
· الإصلاحات:
1. البصريات: التحقق من البعد البؤري والموضع؛ والتحقق من تلوث العدسة.
2. المعلمات: زيادة الطاقة أو تقليل سرعة السفر؛ تقليل سعة الاهتزاز إذا كانت مفرطة.
3. التجهيز: تحسين تحضير المفصل وضمان فجوة <0.1 مم للحامات الذاتية.
تقويض / ملء سفلي
· السبب المعدني: ذوبان المعدن الأساسي عند نقطة اللحام دون وجود كمية كافية من المعدن المنصهر لملئها.
· المحفزات الخاصة بالليزر:
كثافة الطاقة العالية جنبًا إلى جنب مع السفر السريع، مما يؤدي إلى غسل المعدن الموجود في أصابع القدم.
وضع الشعاع خارج المركز.
· الإصلاحات:
1. تقليل سرعة السفر أو إزاحة الشعاع لتحسين البلل.
2. أضف سلك حشو لسد الفجوة أو تشكيل الخرز.
3. اضبط غاز الحماية لتجنب سحابة البلازما الزائدة التي تزعزع استقرار حوض المنصهر.
عدم استقرار ثقب المفتاح / تناثر
· السبب المعدني: التقلبات في تجويف البخار (ثقب المفتاح) تؤدي إلى انهيار أو طرد المعدن المنصهر.
· المحفزات الخاصة بالليزر:
1. تؤدي كثافة الطاقة المفرطة إلى تبخر عنيف.
2. التلوث يخلق امتصاصًا غير متساوٍ.
3. سوء اختيار غاز الحماية أو تدفقه مما يسبب سحابة غير مستقرة.
· الإصلاحات:
1. قم بخفض كثافة ذروة الطاقة قليلاً؛ واضبط موضع التركيز لتحقيق الاستقرار.
2. تأكد من أن الأسطح خالية من الأكسيد وجافة.
3. استخدم مزيج الهيليوم لتثبيت ثقب المفتاح في وضع الاختراق العميق.
تغير اللون والأكسدة
· السبب المعدني: يتأكسد الكروم الموجود في الفولاذ المقاوم للصدأ عندما يتعرض المعدن الساخن للأكسجين، مما يشكل صبغة حرارية يمكن أن تقلل من مقاومة التآكل.
· المحفزات الخاصة بالليزر:
1. عدم كفاية تغطية غاز الحماية أثناء وبعد اللحام.
2. ارتفاع كبير في درجات حرارة التداخل أو التبريد دون حماية من الانزلاق.
· الإصلاحات:
1. قم بزيادة الحماية الأساسية وأضف دروعًا إضافية لتغطية خرز التبريد لمدة 2 إلى 5 ثوانٍ.
2. استخدم غازًا عالي النقاء (>99.99%).
3. تقليل مدخلات الحرارة مع الحفاظ على الاختراق.
التشويه المفرط
· السبب المعدني: يؤدي معامل التمدد الحراري العالي للفولاذ المقاوم للصدأ إلى تكبير حتى التغيرات الصغيرة في درجات الحرارة، مما ينتج عنه إجهادات انكماش.
· المحفزات الخاصة بالليزر:
1. شعاع قوي لسمك المفصل.
2. اللحامات الطويلة والمتواصلة بدون تسلسل متوازن.
· الإصلاحات:
1. تقليل مدخلات الحرارة عن طريق تعديل السرعة أو الطاقة.
2. اللحامات التسلسلية لموازنة الضغوط.
3. استخدم تركيبات ذات مشابك متحكم بها تسمح بالتوسع المحدود دون فقدان المحاذاة.
في لحام الفولاذ المقاوم للصدأ بالليزر، تنجم معظم العيوب عن أحد الأسباب الجذرية الأربعة التالية: التلوث، وضعف التحكم في الشعاع، وتسرب الحرارة بشكل غير صحيح، أو نقص الحماية. تنشأ المسامية من التلوث أو احتباس الغاز، والتشقق الساخن الناتج عن ضعف التحكم في الفريت وارتفاع مستوى الكبح، ونقص الاندماج الناتج عن ضعف الاختراق، والتآكل الناتج عن سوء محاذاة الشعاع، وعدم استقرار ثقب المفتاح الناتج عن تجاويف البخار غير المستقرة، وتغير اللون الناتج عن التعرض للأكسجين، والتشوه الناتج عن اختلال التوازن الحراري. الحل دائمًا مُستهدف: إزالة السبب الجذري، وليس فقط الأعراض، من خلال معالجة التحضير والمعايير وتوصيل غاز الحماية.
 رقم 6-8 ، مجمع Binhe الصناعي ، منطقة Jiyang ، مدينة Jinan ، مقاطعة Shandong.
رقم 6-8 ، مجمع Binhe الصناعي ، منطقة Jiyang ، مدينة Jinan ، مقاطعة Shandong. +86-531-88239557
+86-531-88239557 info@raytu.com
info@raytu.com +8618615539027
+8618615539027


